
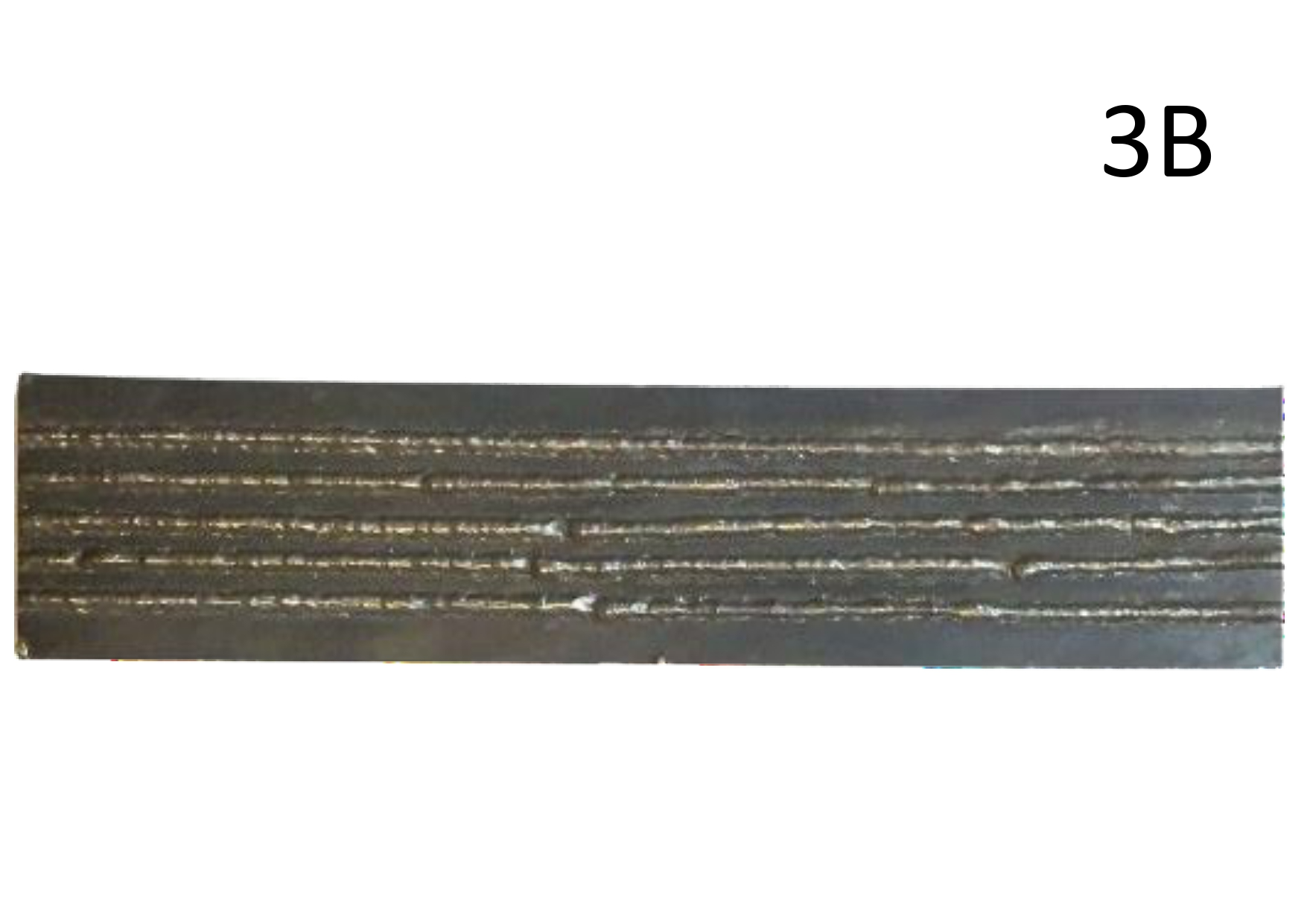
Gambar 1. Hardfacing Grid Weld
Balikpapan - Institut Teknologi Kalimantan melalui beberapa mahasiswa dan dosen dari Jurusan Ilmu Kebumian dan Lingkungan program studi Teknik Material dan Metalurgi serta dosen dari Jurusan Teknologi Industri dan Proses program studi Teknik Mesin membuat inovasi baru dalam bodi mobil dengan “Analisa Jarak Grid Hardfacing Terhadap Nilai Kekuatan Bending Pada Material A36”. Inovasi ini dilakukan untuk mengetahui pengaruh dari variasi jarak weld metal dengan pengelasan GMAW metode Hardfacing terhadap struktur mikro dan stiffness baja ASTM A36 yang diaplikasikan pada bodi mobil. Inovasi ini dilatarbelakangi perkembangan zaman pada industri manufaktur yang pesat diikuti berkembangnya teknologi. Hardfacing diaplikasikan sektor otomotif bodi mobil menjadi struktur ringan dan memiliki kekakuan yang baik. Bodi mobil bagian terluar sangat rawan dikarenakan menggunakan pelat tipis 2-3 dengan jenis mild steel, sehingga upaya peningkatan nilai sifat mekanik material guna meningkatkan keselamatan pengendara.
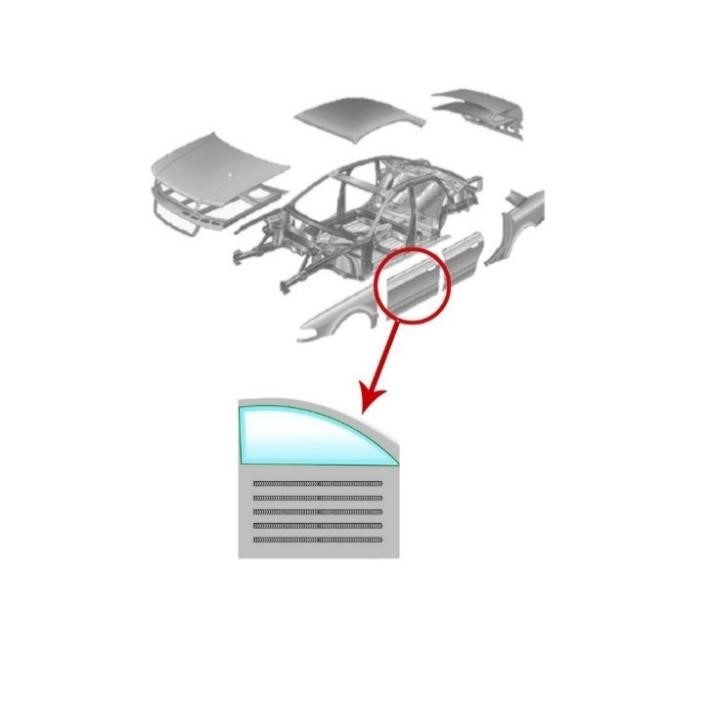
Gambar 2. Desain Prototype Grid Hardfacing Bodi Mobil
Metode yang digunakan untuk meningkatkan nilai stiffness bodi mobil adalah hardfacing dengan pola grid weld hardfacing. Hardfacing dapat dilakukan dengan beberapa proses pengelasan, salah satunya las GMAW (Gas Metal Arc welding). GMAW merupakan pengelasan yang membutuhkan penerapan panas atau tekanan, atau keduanya, guna menciptakan ikatan yang sesuai antara bagian-bagian yang disambung. Busur las terjadi di antara permukaan benda kerja dengan ujung kawat elektroda yang keluar dari nozzle bersama dengan gas pelindung.
Jarak weld metal 10 mm memiliki nilai rata-rata kekuatan bending yaitu 1737,5 N yang memiliki diameter ukuran butir terbesar dan fasa ferrite yang lebih dominan. Fasa ferrite cenderung memberikan sifat ulet pada material sehingga akan berpengaruh pada nilai kekuatan lentur yang akan semakin tinggi. Kombinasi fasa ferrite dan pearlite yang optimal dalam baja karbon memberikan kekuatan mekanik yang maksimal. Pearlite memberikan kekerasan dan kekuatan yang lebih tinggi dibandingkan ferrite, sementara ferrite memberikan keuletan dan dapat menahan deformasi.
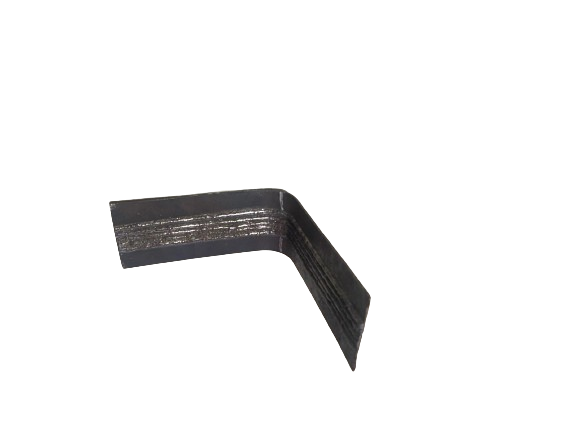
Gambar 5. Hasil Bending
Dapat disimpulkan bahwa jarak weld metal berpengaruh terhadap struktur mikro dan fasa ASTM A36 yang dihasilkan tiap variabel jarak weld metal membentuk fasa ferrite dan pearlite yang berbentuk pada batas butir ferrite. Dengan adanya jarak, distribusi panas akan optimal mengakibatkan waktu pendinginan semakin lama pada siklus termal berulang pengelasan dengan metode hardfacing. Nilai kekuatan tarik tertinggi didapatkan pada jarak 10 mm dengan nilai bending sebesar 1737,5 N.
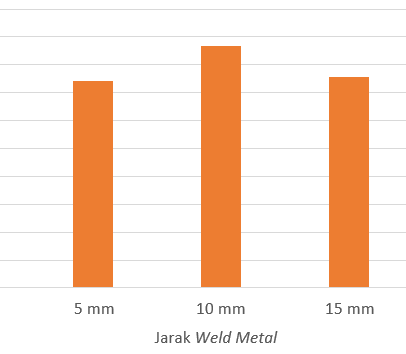
Gambar 6. Diagram Perbandingan Jarak Weld Metal Bending
Dokumentasi:
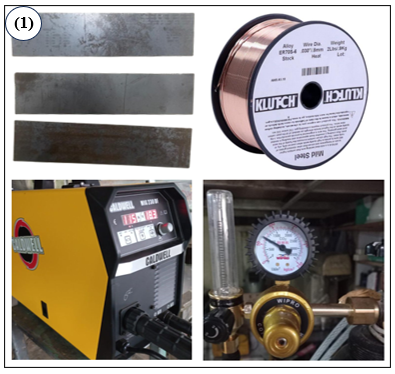
1. Dokumentasi Persiapan Alat dan Bahan
2. Dokumentasi Pengelasan GMAW

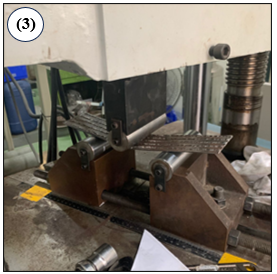
3. Dokumentasi Pengujian Bending
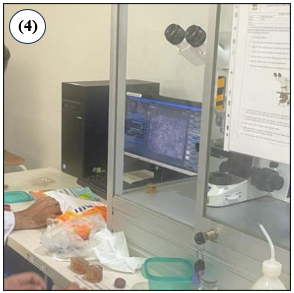
4. Dokumentasi Pengujian Metalografi
1. Berperan dalam pengembangan teknologi dan aplikasi pada metode Hardfacing
2. Dapat memberikan informasi tentang pengaruh variasi jarak weld metal pada metode hardfacing terhadap struktur mikro dan stiffness ASTM A36