
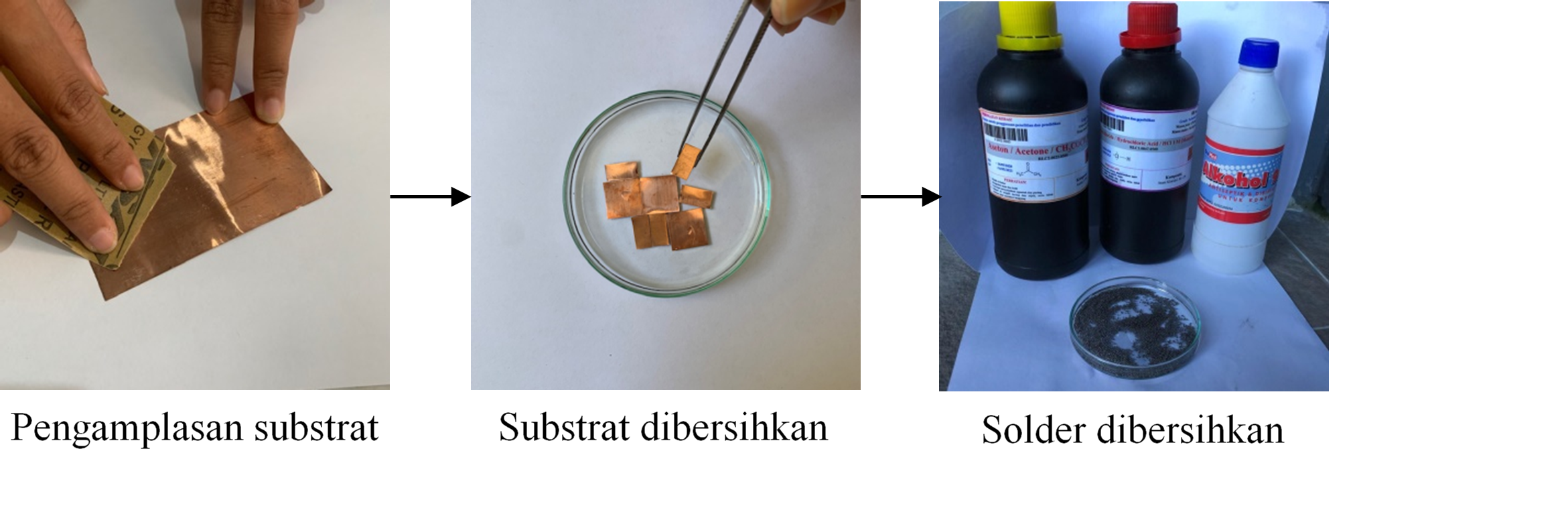
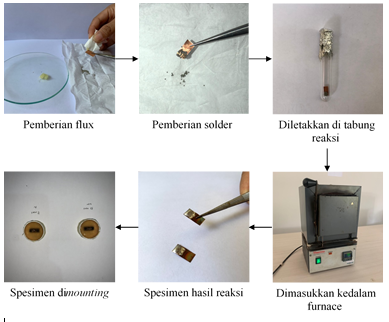
Penyolderan merupakan salah satu proses yang cukup penting dalam pembuatan perangkat elektronik, yaitu proses penggabungan antar komponen yang ada pada perangkat elektronik dengan menggunakan paduan logam. Dalam sambungan solder bebas timbal terdiri dari solder bebas timbal seperti SAC305 & Sn-58Bi, substrat tembaga (Cu) dan senyawa intermetalik atau disebut Intermetallic Compound (IMC) yang terbentuk pada reaksi antarmuka antara solder dan substrat. Selama penyolderan akan terbentuk lapisan IMC, hal ini menandakan adanya ikatan metalurgi yang baik pada sambungan solder. Namun pembentukan lapisan IMC yang berlebihan akan memberikan dampak negatif pada keandalan sambungan solder tersebut karena sifatnya yang rapuh. Sehingga, perlu dilakukan penelitian ini untuk dapat mengetahui pengaruh temperatur dan waktu reflow dalam pembentukan lapisan IMC pada antarmuka solder bebas timbal (SAC305 & Sn-58Bi) dengan substrat Cu. Metode yang dilakukan pada penelitian ini terbagi menjadi beberapa tahapan. Pertama, preparasi yaitu dilakukan pemotongan pada substrat Cu dengan ukuran yang telah ditentukan dan pembersihan pada substrat Cu serta solder SAC305 & Sn-58Bi. Kedua, pembuatan spesimen dilakukan dengan proses interfacial reaction couples yang mana perbandingan rasio antara substrat Cu dengan solder ialah 1:3 lalu diberikan fluks secukupnya pada kedua sisi substrat Cu.
Kemudian spesimen diatur pada tabung reaksi dan ditutup dengan aluminium foil lalu dipanaskan didalam tungku pemanas pada variasi temperatur reflow 270oC, 290°C, 310oC, dan 330oC untuk pasangan SAC305/Cu, sedangkan variasi temperature reflow 200oC, 210oC, 220oC, dan 230oC untuk pasangan Sn-58Bi/Cu.
Penelitian ini juga menganalisis pengaruh waktu reflow dengan bervariasi yaitu 10, 30, 50 dan 70 menit untuk pasangan SAC305/Cu, sedangkan variasi waktu 15, 30, 45, dan 60 menit untuk pasangan Sn-58Bi/Cu. Selanjutnya, dilakukan pengujian karakterisasi pada spesimen hasil reaksi berupa pengamatan mikroskop optik, pengujian SEM-EDS dan pengujian XRD. Setelah dilakukan pengujian, didapatkan hasil yaitu terbentuknya lapisan IMC pada antarmuka baik sambungan solder SAC305 dan substrat Cu serta sambungan solder Sn-58Bi dan substrat Cu berupa fasa Cu6Sn5 dan Cu3Sn serta secara garis besar ketebalan lapisan IMC kedua sambungan meningkat seiring dengan meningkatnya waktu dan temperature reflow selama proses penyolderan berlangsung.
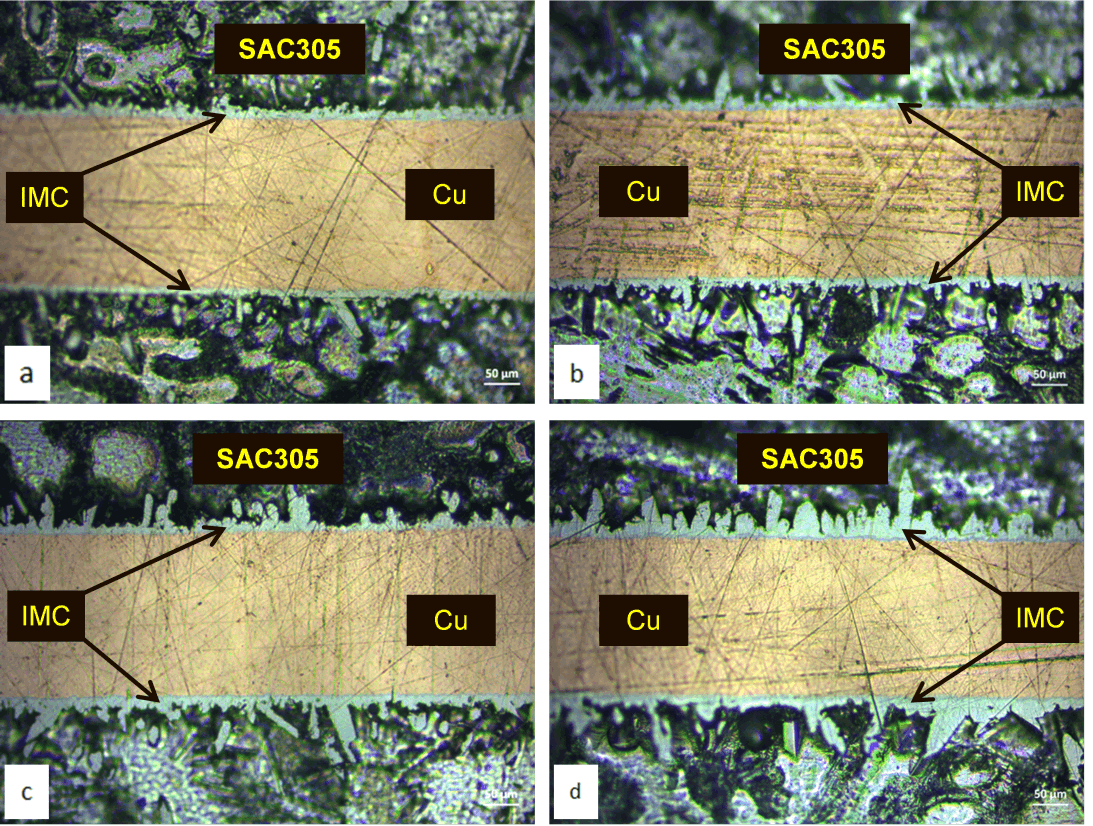
Gambar 1. Hasil Pengamatan Mikroskop Optik Perbesaran 50x Temperatur Reflow 290oC pada masing-masing spesimen dengan variasi waktu reflow (a) 10 menit, (b) 30 menit, (c) 50 menit dan (d) 70 menit.
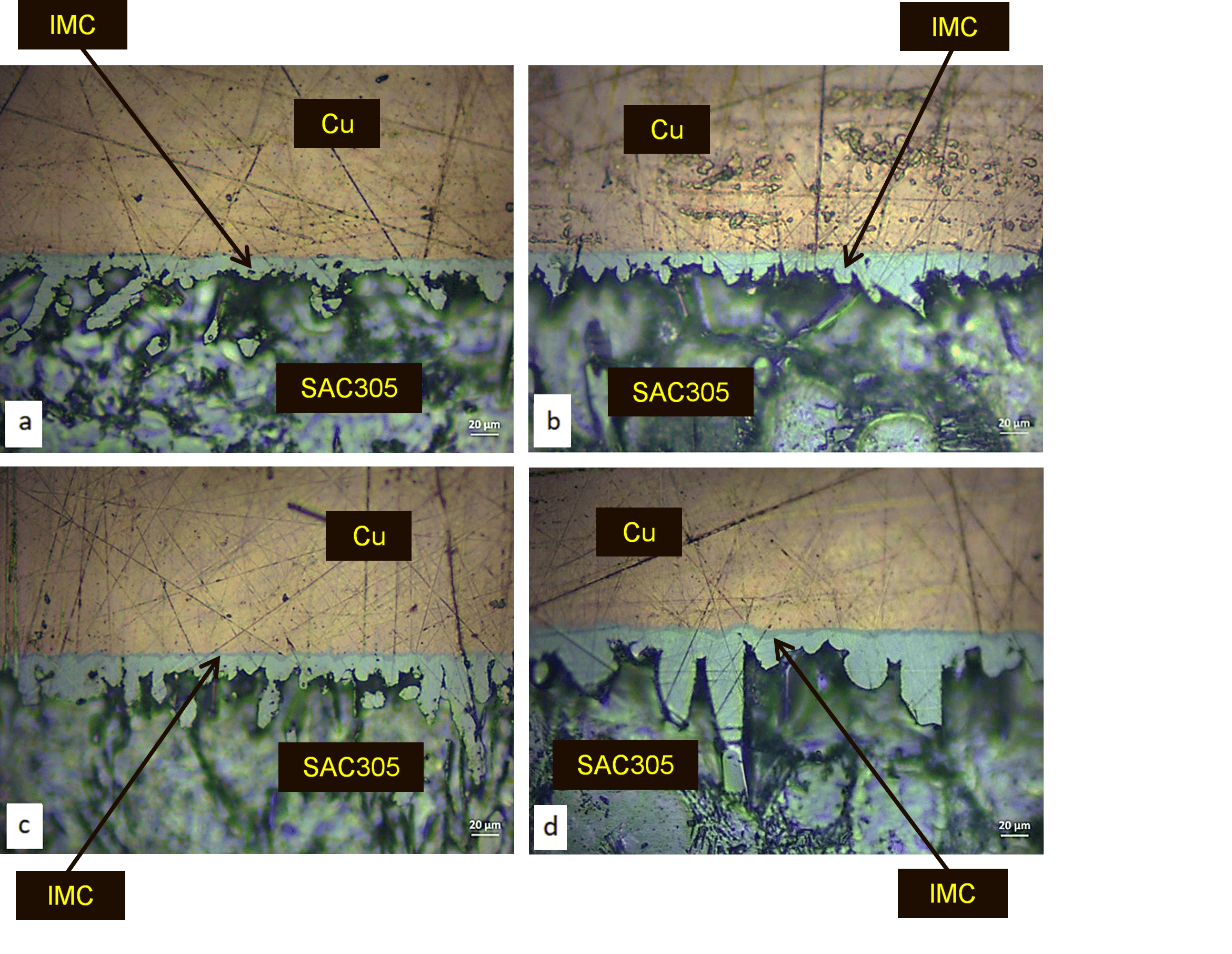 Gambar 2. Hasil Pengamatan Mikroskop Optik Perbesaran 100x Temperatur Reflow 290oC pada masing-masing spesimen dengan variasi waktu reflow (a) 10 menit, (b) 30 menit, (c) 50 menit dan (d) 70 menit
Gambar 2. Hasil Pengamatan Mikroskop Optik Perbesaran 100x Temperatur Reflow 290oC pada masing-masing spesimen dengan variasi waktu reflow (a) 10 menit, (b) 30 menit, (c) 50 menit dan (d) 70 menit
Dapat dilihat dari Gambar 1 dan Gambar 2 bahwa terdapat lapisan IMC yang terbentuk pada antarmuka sambungan solder SAC305/Cu dengan waktu reflow yang berbeda. Hasil tersebut sesuai dengan pernyataan (Tan et al, 2020) dan (Hu et al., 2016), bahwa selama proses penyolderan reflow terjadi, lapisan IMC akan terbentuk pada antarmuka sambungan solder, dimana hal ini menjadi indikasi bahwa adanya ikatan metalurgi yang baik pada sambungan solder tersebut.
Pada hasil pengamatan mikroskop optik terlihat perbedaan dari ketebalan lapisan IMC pada masing-masing variasi waktu reflow yang digunakan. Sehingga digunakan software ImageJ untuk mengukur nilai rata-rata dari ketebalan lapisan IMC yang terbentuk pada antarmuka sambungan solder SAC305/Cu di setiap variasi waktu reflownya. Maka didapatkan hasil ketebalan lapisan IMC dari setiap variasi waktu reflow seperti yang ditunjukkan pada Tabel 1.
Tabel 1. Hasil data ketebalan rata-rata lapisan IMC pada antarmuka sambungan solder SAC305/Cu dari setiap variasi waktu pada Temperatur Reflow 290oC
|
Waktu Reflow (menit) |
Ketebalan lapisan IMC (mm) |
Ketebalan rata-rata lapisan IMC (mm) |
|||
|
1 |
2 |
3 |
4 |
||
|
10 |
11,837 |
10,490 |
10,725 |
9,900 |
10,738 |
|
30 |
17,085 |
14,029 |
14,467 |
16,141 |
15,453 |
|
50 |
20,543 |
19,068 |
19,202 |
20,815 |
19,907 |
|
70 |
24,891 |
20,581 |
23,408 |
25,628 |
23,628 |
Berdasarkan Tabel 1 didapatkan hasil data ketebalan rata-rata dari lapisan IMC pada antarmuka sambungan solder SAC305/Cu pada variasi waktu 10 menit adalah 10,738mm , 30 menit adalah 15,453mm, 50 menit adalah 19,907mm, dan 70 menit adalah 23,628mm. Maka dari hasil data ketebalan tersebut diperoleh grafik antara ketebalan IMC dan waktu reflow seperti pada Gambar 3.
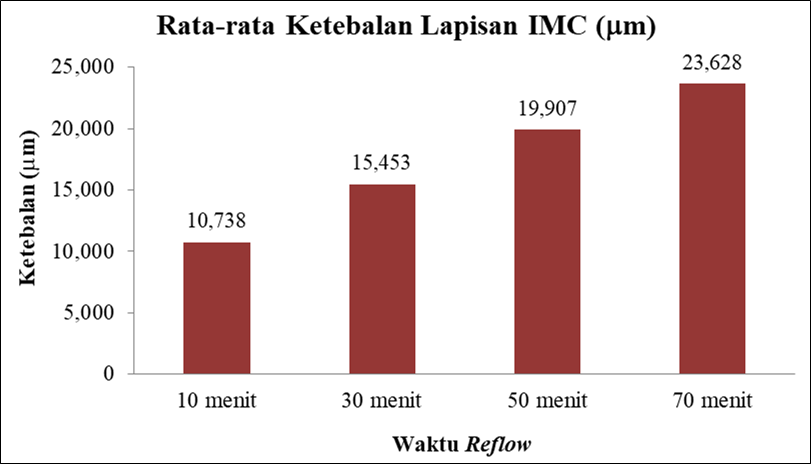
Gambar 3. Grafik ketebalan rata-rata lapisan IMC pada antarmuka sambungan solder SAC305/Cu dari setiap variasi waktu reflow
Dari grafik pada Gambar 3 dapat dilihat bahwa terjadi peningkatan ketebalan dari lapisan IMC pada antarmuka sambungan solder seiring dengan meningkatnya waktu reflow pada proses penyolderan. Hal ini terjadi akibat pertumbuhan lapisan IMC yang disebabkan oleh difusi atom Cu dimana dengan waktu reflow yang lebih lama maka atom Cu yang dapat berdifusi akan lebih banyak sehingga membentuk lapisan IMC yang semakin tebal. Hal ini menunjukkan bahwa ketebalan lapisan IMC yang meningkat bergantung pada waktu, maka pertumbuhan lapisan IMC ini dikendalikan oleh mekanisme difusi.
Selain mempengaruhi pertumbuhan ketebalan lapisan IMC, waktu reflow juga mempengaruhi sifat mekanik dari lapisan IMC yang terbentuk. Dimana menurut Chen dkk. dengan meningkatnya waktu reflow maka secara bertahap modulus elastisitas pada lapisan IMC akan meningkat (Chen et al., 2019). Sehingga hal tersebut akan menyebabkan penurunan deformasi elastisitas dari lapisan IMC pada antarmuka sambungan solder. Selain itu berdasarkan Bernasko dkk., dengan meningkatnya ketebalan lapisan IMC pada antarmuka sambungan solder akan menurunkan kekuatan dari sambungan solder itu sendiri (Bernasko, 2012).
Sehingga hal ini sesuai dengan pernyataan Ting Tan dkk. bahwa pertumbuhan IMC yang berlebihan akan menurunkan ataupun melemahkan keandalan sambungan solder. Maka hal tersebut dihindari pada sebuah sambungan solder (A. T. Tan et al., 2015).
Tim Peneliti: